Титан, легкий и твердый материал, применяется в разных областях промышленности – в чистом виде или в качестве добавок в спецсталях. Его обработка имеет ряд специфических затруднений:
- возникновением вибрации и высоких сил резания;
- перегревом области резания;
- налипания на режущую кромку, приводящие к росту сил трения, что в итоге может выразиться в ощутимых отклонениях геометрии детали;
- пирофорностью (способностью взрываться) титановой стружки и порошка и т.д.
Низкая теплопроводность титана и его сплавов требует использования режущих инструментов с высокой красностойкостью, способных выдержать без негативных последствий экстремально высокие температуры.
Условия обработки титана
Технологический процесс механической обработки титана в три-четыре раза сложней алюминия или углеродистой стали. В процессе работы профессионалы настоятельно рекомендуют использовать низкие скорости резки и небольшие подачи, обеспечивая при этом обильное поступление охлаждающей жидкости.
Для мехобработки титана обычно применяют инструмент с твердосплавными режущими кромками. Но, даже используя соответствующее оборудование, скорость подачи должна быть в 3-4 раза ниже по сравнению с режимами обработки стали. Особенно важно соблюдать это условие, если для изготовления титановых деталей применяются высокотехнологическое оборудование – например, пятикоординатный фрезерный станок с ЧПУ по металлу.
Особенности фрезерных станков, предназначенных для обработки титана
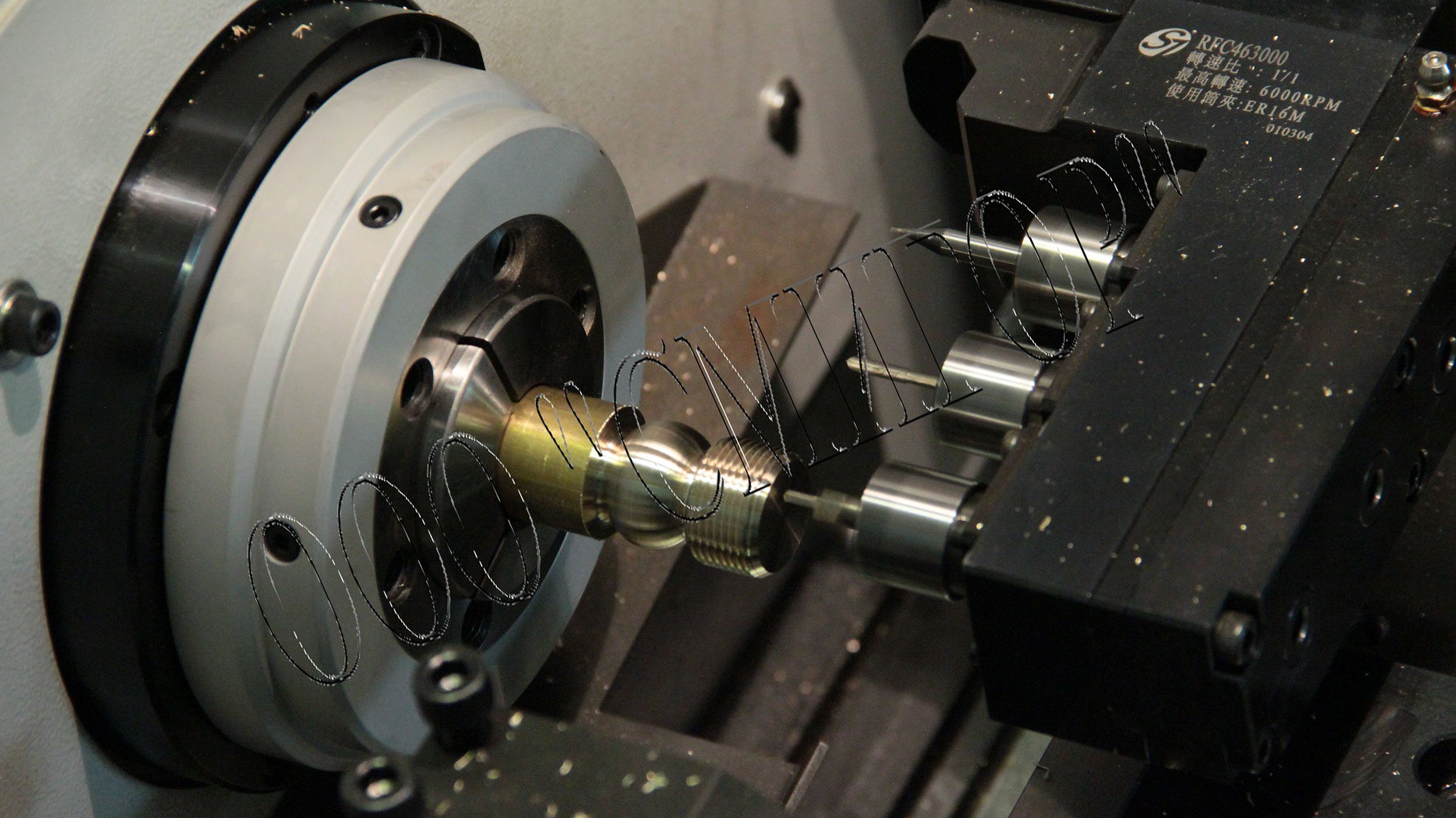
Фрезерный станок с ЧПУ по титану имеет некоторые особенности: шпиндель у него монтируется на опорах (подшипниковых) повышенной жесткости.
Предусмотрена подача подвода СОЖ через инструмент. Для внутреннего подвода охлаждающей жидкости через шпиндель под давлением до 9 МПа станки оборудуются высоконапорными станциями, оснащенными устройствами тонко очистки. Расход СОЖ – в пределах 70 л/мин.

Наружный полив под давлением 0,7 МПа и расходом до 150 л/мин осуществляется дополнительной станцией.
Конструкция головки обеспечивает высокую жесткость, виброустойчивость. Такие станки оснащаются системой контроля за состоянием инструмента.
Сравнительные цены на станки и запчасти
| Модель | Цена, руб. с НДС |
|---|---|
| Opti TU2404 (380 В) | 174 581 руб. |
| ZMM CU500MT/1000 | 1 772 265 руб. |
| JINN FA JCL-60M | 8 023 198 руб. |
| WM180V «Универсал» | 104 194 руб. |
| ВСМ-029 | 246 347 руб. |
| DMTG XD40 | 3 315 689 руб. |
| VISPROM FVV-200 | 1 659 336 руб. |
| Weiss Machinery MBD30 | 47 141 руб. |
| Stalex HB-8 | 48 412 руб. |
| Вставка к гладкой пробке d 25,0 НЕ Js7 | 92 руб. |
| Вставка к резьбовой пробке М 8х0,5 НЕ кл.2 | 64 руб. |
| Пробка гладкая d 15,0 Н11 ПР-НЕ, 2-х сторонняя (8133-8145) | 614 руб. |
| Пробка гладкая d 175,0 F7 НЕ | 1 321 руб. |
| Наборы концевых мер длины № 7, кл.точн.1 (11 мер от 0,99 до 1,0мм) | 4 265 руб. |
| Проволочки изм. резьбы 6,212 кл.1 | 1 233 руб. |
Вращение с вала редуктора на шпиндель осуществляется посредством ременной зубчатой беззазорной передачи. Она способна гасить вибрации, возникающие при резании.
Все эти приемы в совокупности со специальным инструментом позволяют достигать производительности обработки титана до 500 куб. см/мин и даже выше.