Pegas 1000 Camel X-СNC
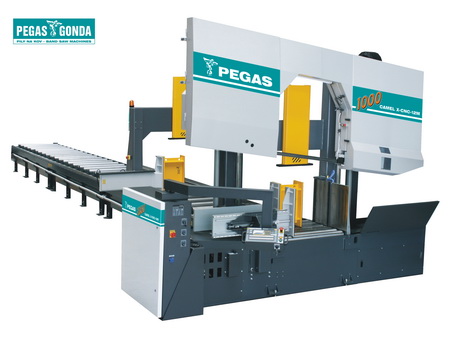
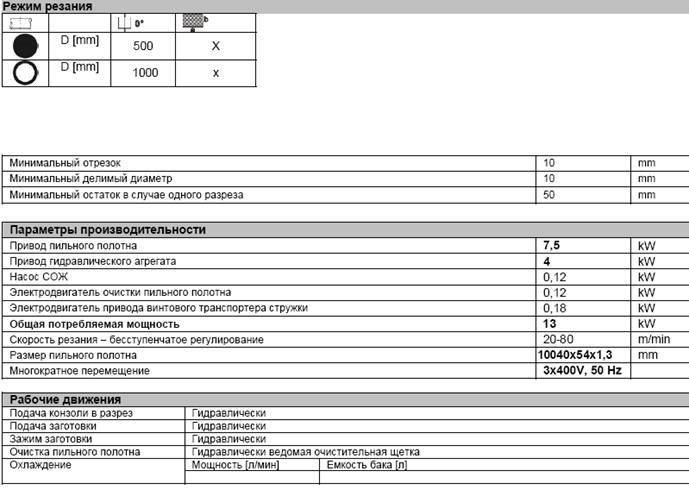
Автоматический ленточнопильный станок с гидравлическим управлением и подающим механизмом с шагом подачи 4, 8 или 12 метров.
Модификация «Х» в основном исполнении предлагает 64-ти битовую систему управления. Система управления обеспечивает электронно управляемую автоматическую регуляцию подачи инструмента в зону реза в зависимости от сопротивления разрезаемого материала, электронную настройку верхнего а нижнего положения консоли, исследование скорости подачи в зону реза и управление короткого хода неподвижного кулачка тисков при движении заготовки. Система управления подготовлена для связи с принадлежностями (напр. управление рольгангов).
Станок предназначен для перпендикулярной резки.
Эффективный станок для резки конструкционных сталей профильного сечения. По необходимости возможно пилить и труднообрабатываемые, легированные стали.
Конструкция:
- станок по конструкции уже предназначен для экстремальных нагрузок заводского производства. Из за этого все несущие узлы сделаны как мощные сваренные конструкции;
- рама, губки тисков и подающий (транспортер) перемещаются по линеарах с большой грузоподъемностью;
- направление полотна в пластинах из твердого сплава и в шкивах из литья;
- наклон пильного полотна против плоскости тисков есть 8 градусов. Это обеспечивает высшую мощность при резке профилей и одновременно повышает срок службы пильного полотна;
- одно из направляющих полотна фиксировано на неподвижном кронштейне, второе на подвижном. Настройка подвижного вручную;
- конcоль станка применяет автоматический сенсор для считывания положения плеча над материалом и концевой датчик для настройки нижнего положения;
- губка неподвижных тисков с гидроцилиндром с большим ходом для зажима заготовки перед зоной резки;
- губка подающих тисков с большим ходом, напротив нее губка с коротким отскакиванием;
- перемещение подающего механизма с помощью конического редуктора, зубчатого колеса и рейки;
- привод подающего: электромотор с механическими тормозами и инвертором частоты;
- индикация позиции подающего с помощью ротационного инкрементального датчика, который снимает обороты выходного вала редуктора;
- подающий механизм имеет собственный гидроагрегат;
- станок имеет автоматическую индикацию правильного натяжение полотна, натяжение полотна гидравлически;
- очищающая щётка с приводом электродвигателя (650 об/мин) обеспечивает совершенную очистку пильного полотна.
- привод посредством планетарного редуктора и трехфазного электродвигателя с бесступенчатой регуляцией окружной скорости пильного полотна преобразователем частоты. Внимание: Привод планетарным редуктором отвечает приводу с червячным редуктором и с двигателем приблизительно двукратной мощности;
- охлаждающая система для СОЖ, которая подается в направляющие пильного полотна и помощью Loc Line системы прямо в режущую канавку;
- мощная станина адаптированная для манипуляции краном;
- концевой выключатель натяжки полотна и открытия кожуха;
- управление 24 Вольт;
- станок оборудован системой управления MAHLER, которого частью является система Pegas ARP, позволяющая автоматическую регулировку скорости разреза в зависимости на противодействии резанной заготовки. Система управления станка показывает рабочее данные как окружную скорость полотна, скорость подачи плеча в резание и состояния отдельных рабочих подач. Частью системы являются и входы и выходы для присоединения специальных принадлежностей;
- регулировка скорости подачи с гидроклапаном управляемым серводвигателем. Этим путем достигнута очень точная подача полотна в распил. Оператор станка в программе запишет нужную величину подачи (мм/мин) и станок эту величину точно настроит. Такой способ управления не зависит от температуры гидравлического масла (вязкости).
Стандартная оснастка станка:
- NPH — грабельный транспортер стружки;
- RTS — регуляция давления тисков;
- LIGHT-освещение рабочей зоны;
- преобразователем частоты;
- пильное полотно;
- набор инструментов;
- руководство по обслуживанию на диске CD.
Рабочий цикл станка:
- с помощью трех кнопок — DIR, PGM, RUN — настраиваем параметры резки, длину и количество штук для резки;
- старт автоматического цикла;
- опция Первого распила или Первой подачи;
- подтверждение высоты заготовки отображенное на дисплее;
- подающие тиски перемещаются в нужную позицию, зажимают заготовку;
- открываются основные тиски;
- подающий подает заготовку, основные (неподвижные) тиски ее зажимают;
- рама станка (пильное полотна) распиливает заготовку;
- движение рамой вверх;
- повтор автоматического цикла.