
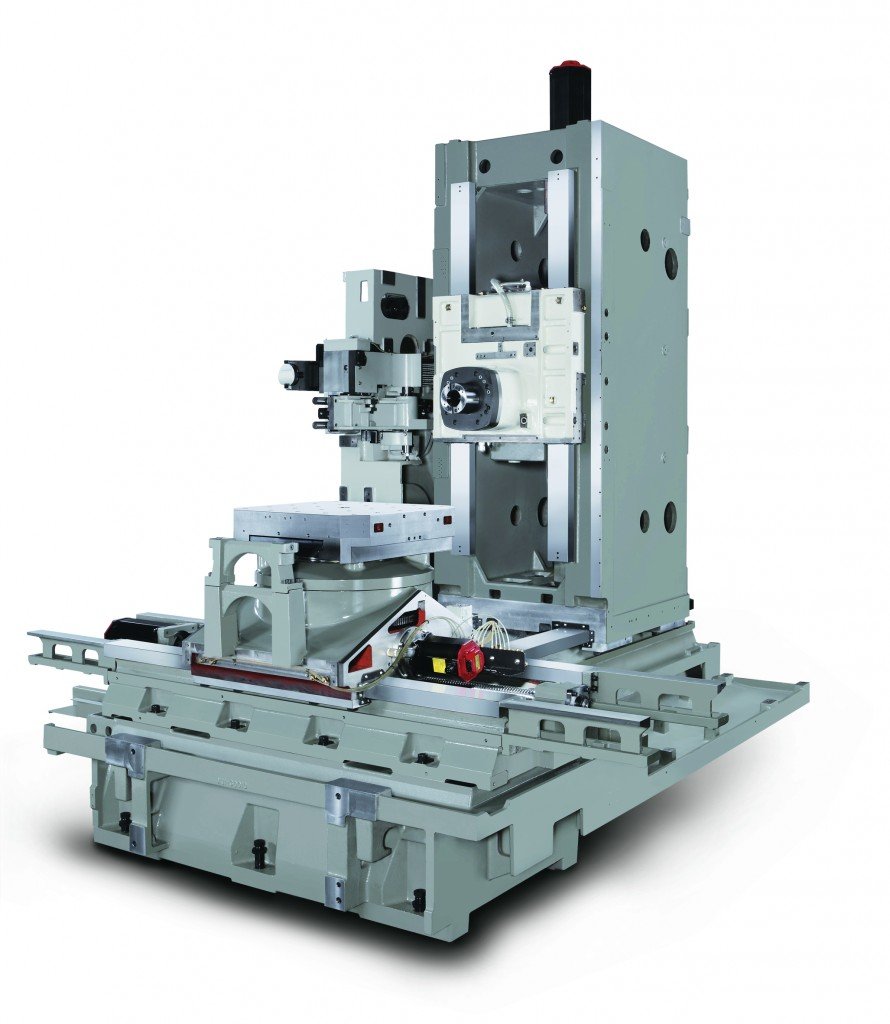
Горизонтальный фрезерный обрабатывающий центр с ЧПУ Victor VCenter-H600/H1000 и VCenter-H600HS – это самые мощные горизонтальные фрезерные центры в перечня изготовителя. Станки Victor предназанченвы для производства крупногабаритных заготовок из обычных цветных сплавов и конструкционных сталей, так и для жаропрочных сплавов.
Высокая жесткость обработки достигается за счет цельнолитой станины, симметричной шпиндельной бабки внутри портальной стойки и 2-х скоростного прямого мотора-шпинделя который подает мощность до 18,5 кВт и 910 Нм.
| Характеристики станков | Vcenter-H630HS | Vcenter-H630 | Vcenter-H1000HS | |
| Технические возможности обрабатывающего центра | Перемещение по оси Х, мм | 1000 | 900 | 1350 |
| Перемещение по оси Y, мм | 850 | 800 | 1050 | |
| Перемещение по оси Z, мм | 900 | 710 | 1050 | |
| Расстояния | От торца шпинделя до центра стола, мм | 75-925 | 200-910 | 220-1270 |
| От центра шпинделя до поверхности стола, мм | 150-1050 | 0-800 | 0-1050 | |
| Рабочий стол | Размеры рабочего стола, мм | 630×630 | 630 х 630 | 1000х1000 |
| Максимальная нагрузка, кг | 1200 | 1000 | 2000 | |
| Крепёжные отверстия | M16x2,0 | M16x2,0 | ||
| Минимальный угол вращения, град. | 1 (0,001 — опция) | 1º (доп. 5º или 0,001º) | ||
| Время смены стола, сек. | 7 (P-P), 12(C-C) | 30 | 45 | |
| Метод смены стола | Параллельный — с двумя паллетами | Параллельный — с двумя паллетами | ||
| Время индексирования 90º | 3 | 5 (опц. 2 для стола с ЧПУ) | 8 (опц. 4 для стола с ЧПУ) | |
| Время индексирования 180º | 5 | 7 (доп. 3 для стола с ЧПУ) | 10 (доп. 5 для стола с ЧПУ) | |
| Шпиндель | Хвостовик шпинделя | BT-50 (опц. ВВТ-50) | ВТ-50 | |
| Частота вращения шпинделя, об./мин. | 10000 | 4500 (опц. 6000) | 4500 | |
| Диаметр подшипника шпинделя, мм | 100 | |||
| Подача по осям | Быстрая подача в осях Х/Y/Z, м/мин | 48/48/48 | 20/20/15 | 15/15/15 (опц. 20/20/15) |
| Подача при резке в осях Х/Y/Z, мм/мин | 4 / 7 / 4 | 10000 | ||
| Шарико-винтовая пара х шаг, мм | 55 х P10 | 50 х P12 | 55 х P10 | |
| Ширина направляющих X/Y/Z | 60 | НRС 55±3 | ||
| Магазин инструментов | Количество инструментов | 60 | 60 (опц. 90, 120) | 90 (опц. 120) |
| Выбор инструментов | фиксация номера за инструментом | фиксация номера за инструментом | ||
| Максимальный диаметр инструмента, мм | 125 (250) | 110 (245 — без дополнительных инструментов) | ||
| Максимальная длина инструмента, мм | 450 | 600 | ||
| Максимальный вес инструмента, кг | 20 | 20 | ||
| Время смены инструментов, сек. | 6,8 (Т-Т), 10,6 (С-С) | 13,8 (от инструмента к инструменту) | ||
| Инструментальный штревель | ВТ-50 — 60º | |||
| Приводы | Мощность шпиндельного двигателя (продолжительная/в течение 15 мин.), кВт | 25/30 | 15/18,5 (опц. 18,5/22) | 18,5/22 |
| Мощность двигателя подачи в осях Х/Y/Z, кВт | 4 / 7 / 4 | 4 / 7 / 4 | 9 / 9 / 9 | |
| Мощность двигателя подачи в оси В, кВт | 1,6 | 1,6 (опц. 4 для стола с ЧПУ) | 4 (опц. 7) | |
| Мощность гидравлического двигателя/ двигателя системы смазки, кВт | 2,2 / 0,02 | 2,2 / 0,02 | 2,2 / 0,02 | |
| Параметры обрабатывающего центра | Высота, мм | 3268 | 3200 | 3950 |
| Требуемая площадь для станка | 3978х5396 | 3435×5255 | 4580×8400 | |
| Вес нетто станка, кг | 17000 | 17000 | 31420 | |
| Стандартная система управления ЧПУ | 01i-MD (10,4″) | Fanuc 21i-MB | ||
| Базовая комплектация | Дополнительные опции |
| Система ЧПУ Fanuc 21i-MB , 10,4″ цветной графический дисплей, порт RS-232 | Система ЧПУ Fanuc 18i-MB |
| Поворотный стол с индексацией 1º | Система ЧПУ Heidenhain iTNC-530 |
| Магазин инструментов (на 60 позиций для VC-H630; на 90 – для VC-H1000) | Комплект для автоматизации производства на 6 или 12 паллет |
| Система охлаждения шпинделя | Система обмыва рабочего стола |
| Система подачи СОЖ | Охлаждение через шпиндель |
| Кожух полностью закрывающий рабочую зону станка | Поворотный стол с ЧПУ с индексацией 0,001º |
| Дистанционный пульт управления | Магазин инструментов повышенной емкости (на 90/120/270 позиций) |
| Комплект инструментов для обслуживания станка | Шпиндель с мощностью 18,5/22 кВт для VC-H630 |
| 2 шнековых конвейера внутри станины | Паллета с Т-образными слотами |
| Ленточный конвейер для удаления стружки с тележкой | Система контроля износа инструмента |
| Встроенная лампа освещения рабочей зоны | Система обмера детали |
| Автоматическая система отключения питания | Оптические линейки |
| Выравнивающие блоки | Система воздушного обдува |
| Система автоматической смены паллет | |
| Система контроля загрузки шпинделя | |
| Маслосборник | |
| Функция жесткого нарезания резьбы | |
| Система охлаждения электрического шкафа | |
| Трехступенчатый предупреждающий сигнал |
Видео о горизонтальном фрезерном обрабатывающем центре с ЧПУ Victor VCenter H630.
Преимущества оборудования Victor.
- Надежность и технологичность конструкции станка. Конструкторский отдел завода Victor постоянно занимается над улучшением продукции. Постоянно отслеживаются новинки рынка и внедряют их на своем оборудовании, постоянный обмен техническими инновациям с компаниями партнерами.
- Запасные части высокого качества за счет локализации изготовления 70% узлов на собственных предприятиях (6 заводов), это позволяет контролировать почти все этапы производства комплектующих. Оставшиеся 30 % комплектуются ведущими мировыми всеми известными производителями из таких стран как: Япония, Швейцария и Германия. Марки изготовителей комплектующих завода: Fanuc, Kitagava, NSK, Renishaw, Sauter, Grundfos.

- Отливка станин. Victor сам отливает станины высокого качества, за счет чего и достигается цифра 70% станка из собственных комплектующих. Запатентованная технология литья «Механит» имеет высокие эксплуатационные характеристики, что позволяет иметь признание многих станкостроительных заводов, которые размещают заказы по производству станин на заводе Victor. На предприятии Victor заказывают литье многие известные мировые производители. Из них самые распространенные в России это японские производители станков Fanuc Robodrill и Okuma.
- Современные методы производства позволяют заводу иметь сертификат ISO 9001 и специальный сертификат на станины Meehanite Cast Member. Завод изготовитель Victor изготавливает оборудование более 60-ти лет. Завод стоит на 56 месте в рейтинге станкостроительных заводов. Соблюдение всех технологических норм является основных критерием при производстве оборудования.
- Высокая квалификация персонала. Подбор работников происходит по «японскому принципу». Работники завода на каждом этапе производства визируют проделанную работу, за что в последующем несут ответственность. Стать руководителем на разных ступенях заводской иерархии может только специалист, который прошел путь от рабочего сборочного цеха.
- Контролирование производственных процессов проходит на всех этапах. После изготовления станок проходит полную диагностику, в ходе которой все цифровые значения вводятся в паспорт станка с занесением ответственных специалистов за проделанную работу, также указывается перечень измерительного оборудования и методика. Данный принцип позволяет отслеживать качество работы каждого сотрудника, который производил монтаж и сборку станка.

Данная политика позволяет контролировать высокое качество производственного процесса, и за счет контрольных мер оставаться на лидирующих позициях среди производителей всего мира.
Полезная информация для сравнения станков Victor.
Очень часто клиенту необходима точность изготовления изделия в рамках 0,01-0,015 мм. Данные значения мы постоянно наблюдаем в ТЗ для подбора оборудования и оснастки. Крайне редко мы встречаем интерес к оборудованию, которое выдерживает точность 0,003-0,005 мм данное оборудование требует специальной подготовки к месту установки станка.
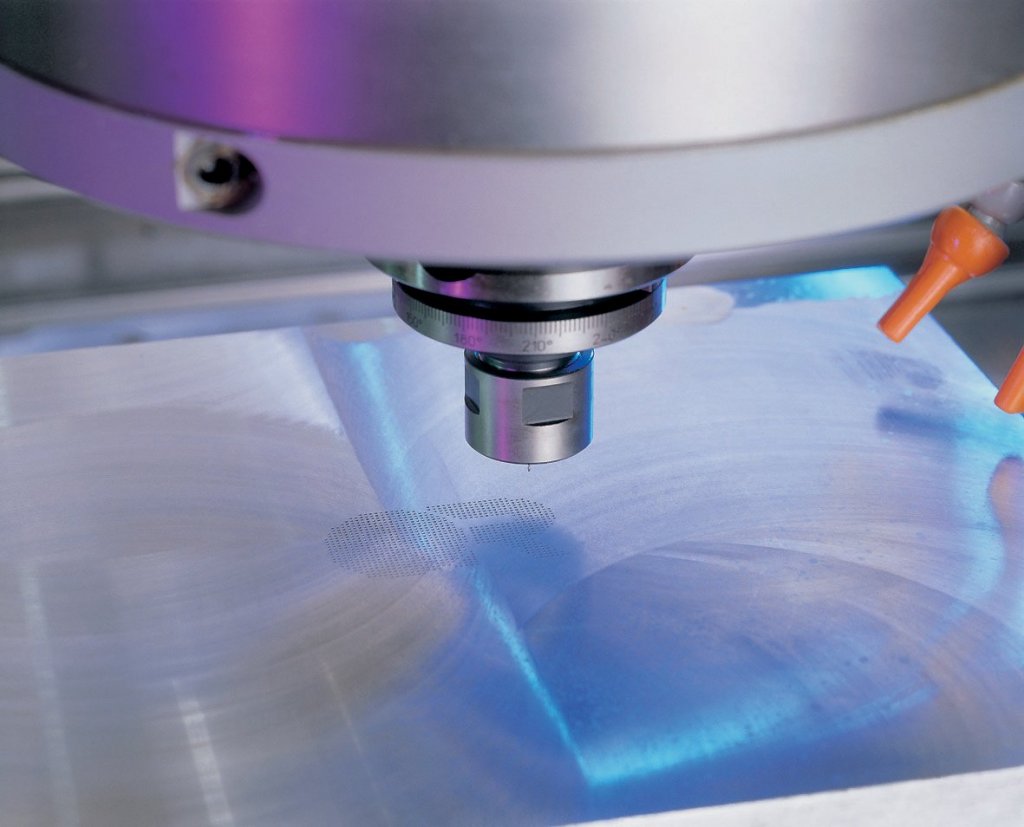
Качество и уровень сложности станков Victor можно сравнивать с лучшими японскими и немецкими станками. Перед ними мы можем предложить более привлекательную стоимость не только покупки, но и эксплуатации, что очень важно, когда подсчитывается стоимость за единицу изделия. По уровню долговременной точности и надежности станки Victor следует сравнивать с японскими или лучшими европейскими производителями. При этом очевидно преимущество Victor в уникальном соотношении «цена и качество».
Допустимые паспортные требования на основании которых, станок может быть продан составляет:
• точность позиционирования в пределах 0,005 мм;
• точность повторяемости в пределах 0,0025 мм.
Завод изготовитель VICTOR Taichung был основан в 1954 году и в настоящий момент входит в тройку крупнейших производителей станков в Тайване.



Преимущества которые дает система ЧПУ Fanuc (Япония) по умолчанию устанавливаемая на станки Victor.

| 1. Самая популярная в мире система ЧПУ | |
| 2. Локализация производства всех узлов системы | |
| 3. Fanuc обязуется 25 лет поставлять запасные части к поставленному оборудованию | |
| 4. Система интеллектуального энергопотребления (снижается расход электричества станка до 50%) | |
| 5. Развитая сеть центров сервисного обслуживания и поставок запасных частей | |
| 5. Возможность подключения станков к роботизированным комплексам | |
| 6. Покупатель имеет возможность два вида системы ЧПУ в зависимости сложности технологических задач и финансовыми возможностями | |
| 7. Легкость в управлении позволяет снизить время на обучение персонала | |
Роботизация станков Victor.
На территории России эксплуатируется большое количество станков Victorкоторые, встроены в роботизированный цикл, на основании данного опыта мы готовы предложить клиентам готовые решения.

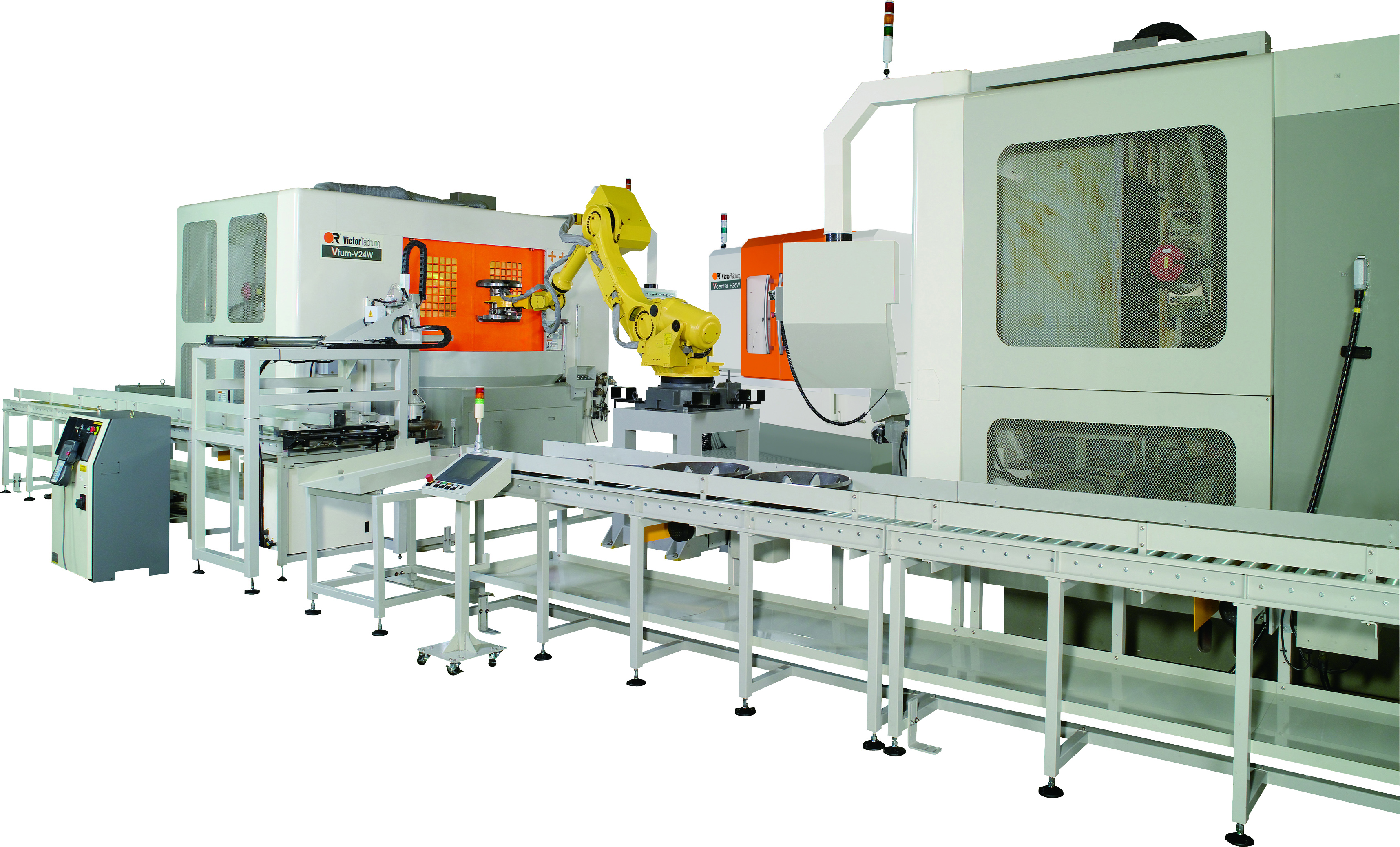
Система роботизированного обслуживания станка Victor в автоматическом режиме является важной задачей и технологически емкой задачей в цикле производства. Процесс загрузки заготовок и выгрузки деталей является монотонным, что негативно сказывается на обслуживающем персонале, для данной задачи идеально подходят роботы.
Один робот может обслуживать сразу несколько станков. Пока один или несколько станков работают, робот имеет возможность производить следующие операции:
- — маркировка
- — обрезание
- — продувание воздухом
Посмотреть видео с работой станков Victorв составе роботизированного комплекса можно на видео
Смотреть видео роботизированного комплекса со станками Victorпри производстве автомобильных колес.
Преимущества использования роботизированных комплексов со станками
Victor:
- Высокая загруженность работой. Загрузка до 24 часов в сутки, что значительно снижает стоимость единицы изделия.
- Снижение человеческого фактора.
- Безопасность персонала. Оператор находится на безопасном расстоянии от станка, что исключает несчастный случае на данном участке.
- Экономичность. Снижение затрат на оплату сотрудникам.
- Многофункциональность. Роботы можно переориентировать на другие задачи в зависимости от потребностей цеха.
- Экономия пространства. За счет обслуживания одним роботом нескольких станков. Также робот может быть установлен и внутри станка.
- Снижение производственного времени на установку и снятие детали.
| Лизинговые условия при покупке оборудования | ||
| Стандартные условия | Индивидуальные условия | |
| Авансовый платеж, % | от 40 | 0 |
| Срок, месяцев | 12 | 12 |
| Условия платежей | равномерный и убывающий | по договоренности |
| Решение, количество дней | 1 | 5 |
| Предмет лизинга | станки, оснастка, инструмент | станки, оснастка, инструмент |