 Технические характеристикиСпецификация
|
Иллюстрации и спецификации не обязательно точно совпадают с указанными. Конструкции могут быть изменены с целью их улучшения без дополнительного уведомления.
Видео работы токарного станка с ЧПУ Colchester Harrison Alpha 1460XS.
СТАНДАРТНЫЕ ПРИНАДЛЕЖНОСТИ К СТАНКУ
— Ограждение станка с электрической блокировкой по нормам ЕС
— Кожух шарикового винта из нержавеющей стали
— Система AlpftaLink CAD/CAM для Windows
— Диск с инструкциями по пользованию AlphaLink
— Диалоговый учебный диск
— Джойстик быстрого хода
— Рабочее освещение станка
— Электросистема подачи СОЖ
— Сверхвысокоточные конические роликовые подшипники Garnet, эквивалентные АВЕС 9
— Руководство по эксплуатации и перечень запасных частей
— Графики точности
— Передвижной бак отстойника стружки на колесиках
— Автоматический масляный насос для смазывания на правляющих и шарикового винта
— Автоматический внешний масляный насос смазки передней бабки
СПЕЦИАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ К СТАНКУ
— Сверхточные трех- и четырехкулачковые патроны с ручным зажимом и трехкулачковые патроны с гидроприводом от фирмы Pratt Burnerd international
— Набор цанговых патронов фирмы Crawford
— Набор подвижных и неподвижных люнетов
— Вращающиеся центры
— Ручные или автоматические инструментальные системы по выбору
— Планшайба крепления заготоет с ограждением
— Приводная рабочая плита
— Система СОЖ высокого давления
— Напольный трансформатор внешнего крепления

Технические характеристики
Спецификация
| Alpha 1550XS |
Alpha 1800XS-120 |
Alpha 1800XS-1 70 |
Alpha 1550XM |
| 2000/3000 | 2000/3000/4000 | 2000/3000/4000 | 2000/3000 |
| 2010/3050 | 2020/3020/4020 | 2020/4020 | 2010/3050 |
| 554 | 800 | 800 | 554 |
| 830 | 870 | 870 | 830 |
| 196 | 340 | 340 | 216 |
| 370 | 520 | 520 | 370 |
| 104 | 120 | 170 | 104 |
| Camlock D1-11 | Camlock D1-11 | А2-11 | Camlock D1-11 |
| MK6 | Нет данных | Нет данных | MK6 |
| 1-224 1 -6721 — 2000 |
15-611 Нет данных 40-1500 |
10-407 Нет данных 25-1000 |
1 -224 1 -672 1 — 2000 |
| 11 | 26 | 26 | 11 |
| 64-1970 | 153-1500 | 102-1000 | 64-1970 |
| 145 | 210 | 210 | 145 |
| 95 | 120 | 120 | 95 |
| MK6 | MK6 | MK6 | MK6 |
| 37.5 | 37.5 | 37.5 | 37.5 |
| 1195 | 1200 | 1200 | 1195 |
| 4200/5000 | 4210/5210/6210 | 4210/5210/6210 | 4 100/5100 |
| 1770 | 1930 | 1930 | 2000 |
| 1750 | 1910 | 1910 | 1750 |
| 4680/5150 | 5500/6300/7100 | 6300/7100 | 3600/4000 |
| Размеры заготовки, длины и диаметры меняются и могут быть уменьшены в зависимости от оснастки и используемого инструмента. не все параметры, описанные в брошюре, соответствуют всем станкам диапазона. |
ОСЬ С Макс крутящий момент двигателя макс крутящий момент на выходе Макс частота вращения на выходе Разрешение |
125 Н*М 105 Об/мин 0.001 ° |
|
Стандартные принадлежности к системе ЧПУ типа CNC
— Система Manual Guide;
— цветной сенсорный жкд (Ю.2 дюйма)
— клавиатура интерфейса MDI
— Устройство выбора смещений типа G10
— Графический дисплей
— Интерфейс передачи данных в спецификации PCMCIA
— Ручные маховички перемещений по осям X и Z
— 32 пары смещений инструмента
— Возможность смещения на износ и геометрию инструмента
— Программируемая память деталей емкостью 64 кБ
— Компенсация на радиус вершины инструмента
— Системы А, В, С в коде G
— Выбор радиусов фасок и углов
— Отвод при нарезании резьбы
— Фоновое редактирование
— Постоянная скорость резания
— Фиксированные циклы сверления
— Повторные циклы типов I и II
— Интерфейс RS 232
— Непрерывное нарезание резьбы
— Жесткое нарезание резьбы метчиком
— Заказная система Macro В
— Перевод из метрической в дюймовую систему и обратно
Опции ЧПУ типа CNC
— ориентация шпинделя
— нарезание резьбы с переменным шагом
— дополнительная память программирования деталей емкостью 128кБ
— Фиксированный ограничитель хода
— Программа прямого черчения
— Счетчик рабочих часов и обработанных деталей
— Перемещение назад после нарезания резьбы
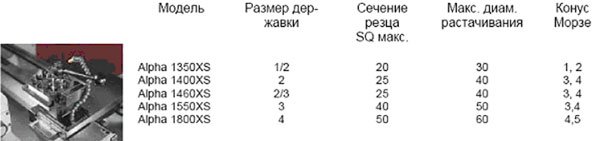
Инструментальные системы
ИНДЕКСИРУЮЩАЯ СИСТЕМА ТИПА PARAT БЫСТРОЙ СМЕНЫ ПО 4-м НАПРАВЛЯЮЩИМ
Высокоточный 40-позиционный инструментальный суппорт на 4 станции с ручной индексацией с быстрой сменой инструмента.
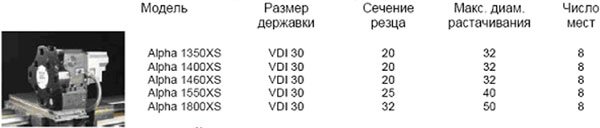
ДИСКОВЫЕ РЕВОЛЬВЕРНЫЕ ГОЛОВКИ С АВТОМАТИЧЕСКИМ ДВУНАПРАВЛЕННЫМ ИНДЕКСИРОВАНИЕМ
Многоместная автоматическая силовая револьверная головка по стандарту VDI устанавливается спереди поперечного суппорта.
 |
ПРИВОДНОЙ ИНСТРУМЕНТ ДЛЯ СТАНКА 1550ХМ РезцедержательРезцедержатель Capto является полностью модульной системой с быстрой сиеной и повторяемостью 2 мкм в диапазоне размеров, требуемых для Вашего применения- Внутренняя подача СОЖ- 5 размеров (от С8 до СЗ)
— Принудительная подача инструмента по трем направляющим — Универсальная система для точения или фрезерования |
 |
Револьверная головка с приводным инструментом типа DUPLOMATICРезцедержатель Capto является полностью модульной системой с быстрой сиеной и повторяемостью 2 мкм в диапазоне размеров, требуемых для Вашего применения- Внутренняя подача СОЖ- 5 размеров (от С8 до СЗ)
— Принудительная подача инструмента по трем направляющим — Универсальная система для точения или фрезерования |
|
| Тип револьверной головкиДиаметр дискаДержатель инструмента РСРТип держателя инструмента
Общее число инструментов Общее число приводных инструментов |
Duplomatic BS-DT-16-240Диаметр 360 мм4 станции приводного инструмента 240 мм4 станции зафиксированного инструмента pound;289 мм 40VDI 8 4 |
|
Общая информация
ВЫСОКОТОЧНЫЕ ОПЕРАЦИИ ТОКАРНОЙ ОБРАБОТКИ
Значительно усовершенствованные токарные станки новых серий Alpha XS и ХМ включают в себя шесть новых моделей с улучшенными технологическим возможностями, отвечающими требованиям высокоточных операций токарной обработки. Можно выделить мод Alpha 1550 ХМ с возможностями точения и фрезерования, особенно для заказчиков, ранее закупивших отдельно токарные и фрезерные станки.
Имея передовую систему управления марки Harrison/Fanuc и сделанное на заказ программное обеспечение, они идеальны для скоростной обработки деталей мелкими и средними сериями с высокой повторяемостью, точностью и чистотой поверхности и, что наиболее важно, при низкой штучной стоимости обработанных деталей Все б моделей серии Alpha X отлично подходят для единичной обработки сложных деталей по стандарт».) чистоты поверхности и точности.
Качество станков Alpha при широких возможностях обучения вывели эти станки в число наиболее востребованных со стороны колледжей и центров обучения во всем мире. Идеальные возможности обучения объясняются их совместимостью со стандартом ISO и программным обеспечением AlphaLink фирмы Harrison, которые позволяют производить групповое обучение на станках.
Ни один другой токарный станок из представленных на рынке, включая станки с полномасштабными ЧПУ, не могут конкурировать со станками серии Alpha X фирмы Harrison по производительности, когда вопрос касается единичного и мелкосерийного производства деталей типа тел вращения.

— Повышенная характеристика резания Высокие частоты вращения шпинделя в расширенном диапазоне
— Ускоренные скорости линейных перемещений
— Увеличенный крутящий момент шпинделя при низких частотах вращения
— Новейшие шпиндели и двигатели координатных перемещений серии Fanuc
— Улучшенные высокоточные подшипники марки GAMET
— Независимая скользящая консоль оператора с удобным подручным подносом
— Дополнительные преимущества системы Alpha
— Последняя система программирования Manual Guide фирмы Fanuc
— Скоростной, удобный в наладке токарный станок из всех, представленных на рынке
— Полностью закрытое ограждение новой формы для максимальной безопасности
— Автоматическая система смазки направляющих и шариковых винтов
— Функция фрезерования с осью FULL С по дополнительному заказу
Alpha System является уникальным средством, разработанным фирмой Harrison для удвоения, утроения и даже четырехкратного повышения производительности по сравнению с другими методами точения. Причина в том, что система Alpha настолько проста, практична и дружелюбна, что позволило нашим инженерам стать специалистами по токарным станкам.
В системе Alpha использована легко распознаваемая экранная графика с простыми вопросами и понятными ответами для Вашей ориентации. Другая причина заключается в использовании сенсорного экрана, позволяющего Вам работать напрямую без нажатия кнопок.
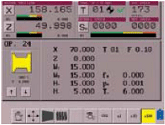
Точение с ручным управлением
Повернув переключатель, Вы выйдете на ручной режим. Он очень простой. Дисплей показывает положения по координатам X и Z, как в устройстве цифровой индикации (УЦИ), и частоту вращения шпинделя, номер инструмента и скорость подачи.
Даже если Вы не работали на токарном станке со школьных лет, все равно Вы можете смело подходить к станку Alpha Xи работать на нем.
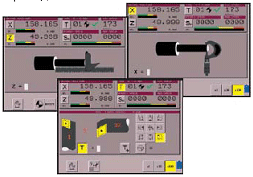
Инструментальная наладка
На многих токарных станках наладка инструмента может быть трудным и утомительным процессом. Со станками Alpha все по-другому, т к еще не создано в мире другого станка с системой управления такой простой процедуры инструментальной наладки. Просто следуйте инструкциям на трех экранах, и задача будет выполнена — станок автоматически рассчитает смещения инструмента и рабочие переходы.
С системой Harrison Alpha можно выполнять разнообразные операции точения в полуавтоматическом режиме Они включают параллельное точение по упорам, обработку фасок и радиусов, конусов, резьбы, канавок, по прямоугольным циклам и даже по контуру. Они могут быть объединены вместе для изготовления самых сложных деталей быстро и эффективно Что еще важно, легкость понимания рабочего языка управления при простоте сенсорного экрана означает, что токарь может быстро освоить обработку деталей на станке.
Большинство токарей осваивают систему Alpha менее, чем за полдня.
Одним из преимуществ системы Alpha является то, что Вы постоянно контролируете работу станка и всегда можете взять на себя управление им для уверенности или оптимизации режимов резания.
Каждый из токарных станков серии Alpha X поставляется с автономной системой программирования AlphaLink на компакт-диске. Эта программа может устанавливаться на Вашем компьютере для ее отработки в офисе или дома, а также для прямого ввода в станок.
Система AlphaLink создает простое и мощное средство в CAD/CAM для автономного программирования, выдачи данных в коде G и массовой поддержки хранения программ как для моделей серии XS. так и ХМ. Все это увеличивает возможности и гибкость обработки на станке Alpha.
Автоматическое точение
Система Manual Guide является новейшей и самой мощной диалоговой системой программирования фирмы Fanuc. Она является помощью программиста, наиболее понятной и ориентированной на поставленную задачу, доступной на станках серии Alpha X путем поворота переключателя на панели управления в автоматическое положение.
Несмотря на большие возможности системы Manual Guide /, инженеры фирмы Harrison смогли включить и собственные наработки циклов, необходимые для токарных станков с комбинированным управлением. Эти циклы позволят потребителям экономить много времени на переключении кнопок.
Система Manual Guide оснащена более мощным графическим пакетом, чем любая другая коммерческая система CAD/CAM После создания требуемой программы моделируемый компонент можно увидеть в любом направлении или в качестве трехмерной модели с разрезом или в сечении или с увеличением для детального просмотра.
Этот смоделированный компонент затем может быть анимирован для показа процесса резания, траектории инструмента, съема металла с тем, чтобы убедиться, что обработанная деталь соответствует заложенным в программе параметрам согласно Вашим пожеланиям.
Точение с использованием системы ЧПУ
Реальная мощь Manual Guide заключается в том: что это эффективный графический интерфейс пользователя с УЧПУ. Все время, пока Вы работаете в Manual Guide, устройство ЧПУ 21/ТВ создает фоновую программу управления. Это означает мгновенность перехода из диалогового режима к режиму CNC Это также означает, что Вы можете работать как в режиме CNC. так и в диалоговом режиме или в обоих одновременно. Кроме того программы промышленного стандарта для CNC могут загружаться и выгружаться в любое время. Станок серии Alpha X обладает мощным диалоговым интерфейсом, который может управляться от программ, созданных на стороне, или создавать программы CNC для использования на других станках.
Создание программы
- Используйте страницу TOOL CALL AND START фирмы Harrison
- Вызовите цикл черновой обработки
- От Вас потребуют ввести информацию о черновой обработке, частотам вращения, скоростям подач и тл.
- Следуйте инструкциям на экране для вычерчива ния вашей детали
- Сохраните эту форму в качестве программы детали
- Используйте страницу цикла смены инструмента для отделочного инструмента
- Вызовите финишный цикл
- Введите информацию о финишном резании
- Вызовите сохраненную форму (нет необходимости вводить информацию по форме для финишного резания)
- В конце используйте цикл по требованию заказчика для отрезки детали и/или концевой обработки
Преимущества
ЛИДИРУЮЩЕЕ ПОЛОЖЕНИЕ НА РЫНКЕ
«КАЧЕСТВЕННОЕ ИЗГОТОВЛЕНИЕ» В ВЕК СОВЕРШЕНСТВА
Прочность, надежность, универсальность, удобство работы и точность всегда были отличительными свойствами токарных станков Harrison. Такая родословная вызвана непрерывным стремлением фирмы Harrison разрабатывать и улучшать свои всемирно известные токарные станки. Сегодня в станках фирмы воплощены самые передовые технологические решения для обеспечения лидирующего положения на рынке вместе со стабильным качеством изготовления и долговечностью. Это закладывается в формулу производства станков, не уступающих никому в мире.
Станина станка
Конструкция токарных станков фирмы Harrison и качество их изготовление начинается со станины, в этих станинах использован высококачественный чугун при уникальной конструкции треугольной конфигурации для максимального повышения прочности и оптимального отвода стружки. Кроме того, все станины станков Alpha смонтированы на чугунных цоколях для нейтрализации напряжении в станине, а направляющие закалены и специально отшлифованы для обеспечения высокоточной стабильной работы за все время эксплуатации.
Консоль оператора
Доработанная конструкция консоли оператора для удобства оператора и его эффективной работы расположена непосредственно по линии взгляда на режущий инструмент. Маховички расположены на эргономически идеальной высоте для упрощения работы и имеют исключительную чувствительность при вращении «один щелчок -один микрон» фирмы Ajpria. вся панель управления оператора перемещается по собственным салазкам для быстрого и легкого ее отвода при загрузке и наладке станка.

В конструкциях и раэраоотках всех токарных станков Alpha использован технический опыт специалистов партнеров фирмы Harrison — подшипники фирмы Garnet и патроны фирмы Pratt Burnerd. Эти совместные проектные программы придают прогрессивные решения опорам шпинделей и конструкциям патронов. Они обеспечивают максимально возможные частоты вращения шпинделя и оптимальную характеристику патрона, что обусловлива-ет высокую точность точения и максимальную несущую способность.
Передняя бабка
Решающее значение для точности и качества точения имеет конструкция к характеристика передней бабки. Эти станки оснащены улучшенными шпиндельными моторами фирмы Fanuc с повышенными мощностью и крутящим моментом во всех диапазонах частот вращения, это означает увеличение нижнего порога крутящего момента на 76%, создающего прекрасную высокоточную характеристику при малых частотах вращения. Все станки Alpha оборудованы трехступенчатыми коробками скоростей с электромуфтами для автоматического выбора требуемой передачи.